
Nứt trong hàn là khuyết tật nguy hiểm nhất trong hàn. Theo tiêu chuẩn ISO 6520-1 và TCVN 6115-1:2005, cần phân biệt sự khác biệt giữa khuyết tật hàn (weld imperfection/discontinuity), và khuyết tật không cho phép (weld defect).
Trong thực tế, việc kiểm soát chất lượng mối hàn nhằm mục đích phòng tránh các khuyết tật không cho phép. Vấn đề khuyết tật hàn khá đa dạng, Trong phạm vi bài viết này, DG Welding xin gửi tới bạn đọc phân loại sơ bộ nhóm các loại khuyết tật hàn và tập trung chủ yếu vào khuyết tật nguy hiểm nhất trong hàn đó là Nứt.
Mục lục
Tùy theo hình dáng, kích thước, vị trí vết nứt, hay bản chất người ta có thể phân loại hay gọi tên các khuyết tật theo các tên gọi khác nhau. Nhưng về cơ bản khuyết tật hàn có thể chia thành 06 nhóm nhỏ sau:
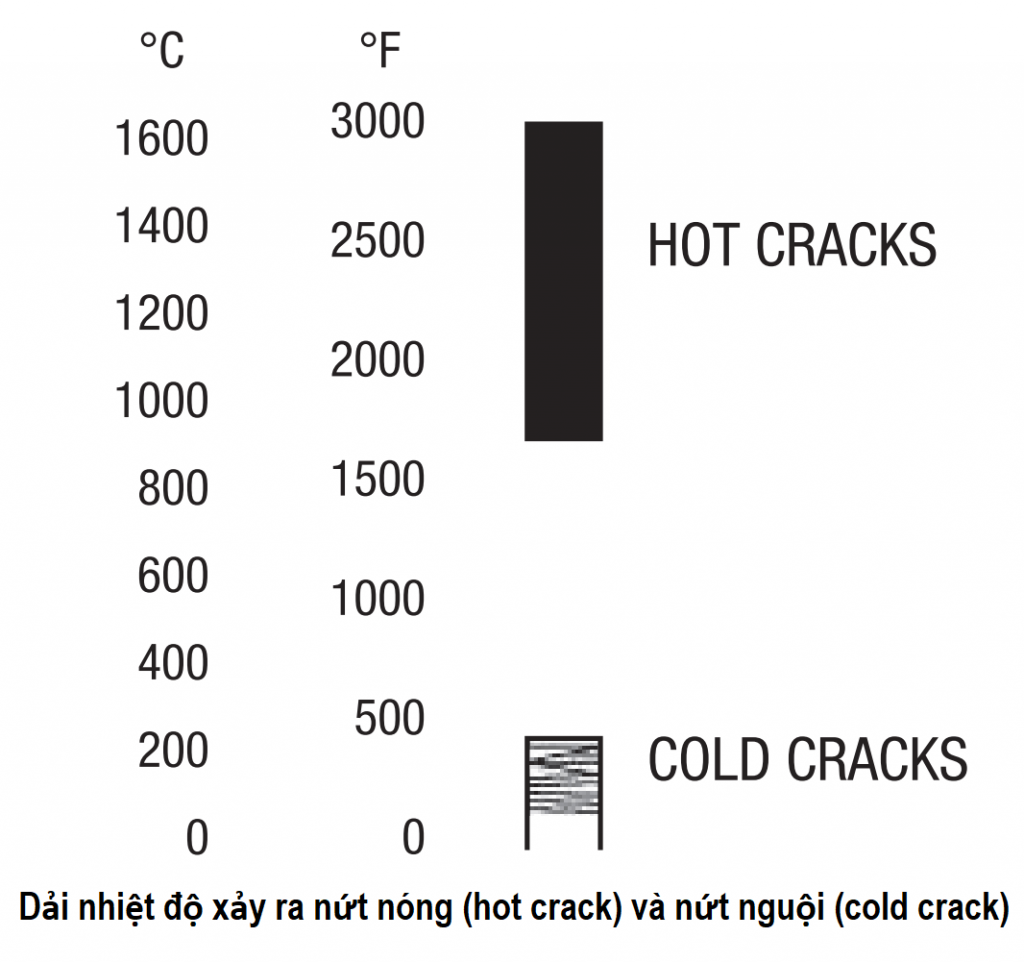
Nứt là khuyết tật nghiêm trọng nhất trong hàn, vì sẽ tạo tập trung ứng suất và gây phá hủy liên kết khi làm việc hoặc chịu tải trọng. Tùy vào điều kiện hình thành vết nứt có thể chia ra thành hai nhóm chính là nứt nóng (hot crack) và nứt nguội (cold crack).
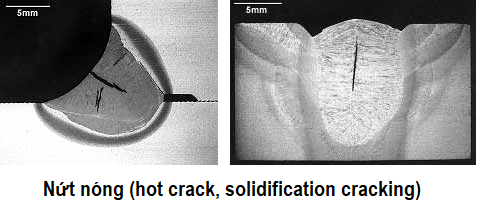
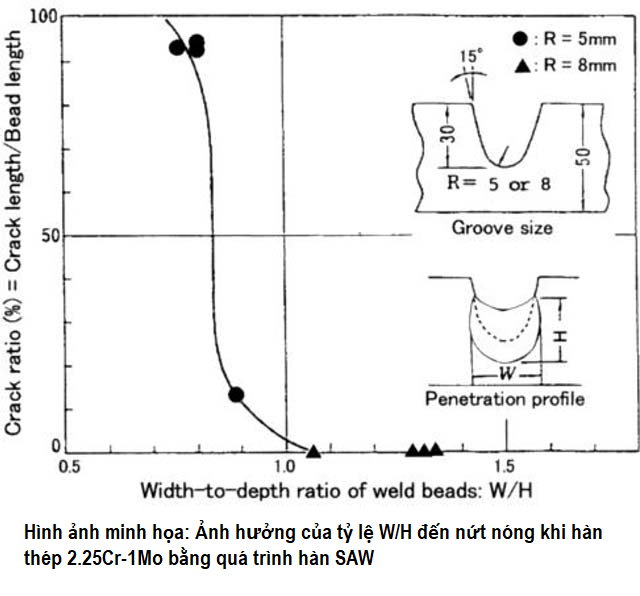
Xảy ra trong quá trình kết tinh (solidification) ở nhiệt độ cao trước khi kim loại mối hàn chuyển hoàn toàn thành pha rắn (ngay dưới nhiệt độ nóng chảy) nên đôi khi gọi là nứt kết tinh. Nguyên nhân chính là do 2 nguyên tố S, P trong vật liệu cơ bản/ vật liệu hàn dễ dàng phản ứng với các nguyên tố như Mn, Si để hình thành các pha nhẹ có nhiệt nóng chảy thấp. Khi kết tinh, các pha này có xu thế nổi lên bề mặt và hướng về tâm của mối hàn, và có xu hướng kẹt ở giữa các biên giới hạt nên làm giảm khả năng liên kết giữa các hạt kim loại (intergranular cohesion). Kết hợp với sự chênh lệch ứng suất do co ngót trong quá trình kết tinh dẫn đến nứt. Vết nứt có thể xảy ra ở bên trong mối hàn (solidification cracking), hoặc xảy ra tại vùng ảnh hưởng nhiệt (liquation cracking), và vết nứt có xu hướng dọc theo mối hàn và ở phía trung tâm của mối hàn. Nứt nóng thường xảy ra khi hàn với các quá trình hàn sử dụng năng lượng đường lớn (như SAW, ESW…).
Để khắc phục hiện tượng nứt nóng có thể thực hiện một số biện pháp như:
Xảy ra ở dải nhiệt độ thấp (thường là dưới 200 oC). Với đặc điểm xảy ra rất chậm có thể sau khi hàn từ 24-72 tiếng mới phát hiện vết nứt, nên nứt nguội còn có tên gọi khác là nứt chậm (delayed cracking). Nứt nguội thường xảy ra ở vùng kim loại nhạy cảm, có thể tại mối hàn hoặc vùng ảnh hưởng nhiệt, hoặc vùng ngay cạnh mối hàn.
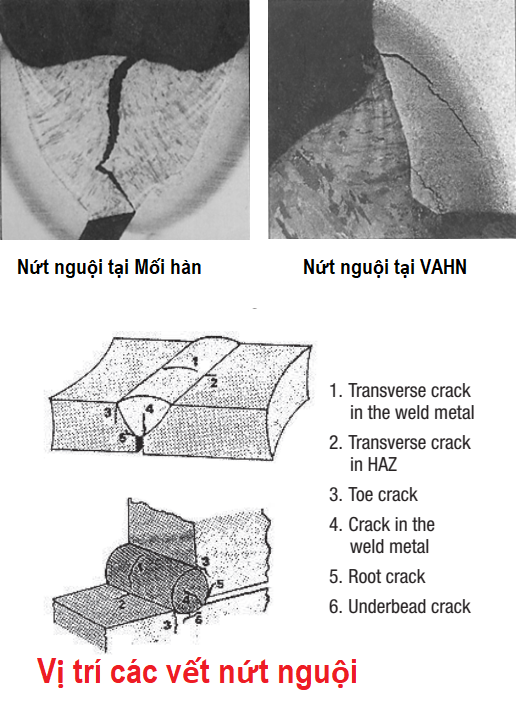
Nguyên nhân của nứt nguội là do một hoặc ba yếu tố sau kết hợp: Tổ chức kim loại nhạy cảm, cứng giòn (martensite), Ứng suất kéo do gá kẹp chặt và co ngót khi nguội, sự khuếch tán của Hydro. Sự khuếch tán Hydro nguyên tử khuếch tán vào kim loại mối hàn xảy ra ở nhiệt độ cao. Nhưng khi nguội Hydro không thoát ra kịp và bị kẹt lại bên trong gây ra các lỗ trống, và dưới ứng suất và co ngót sẽ là tác nhân gây ra nứt nguội. Vì vậy nứt nguội còn có tên gọi là Nứt do hydro (Hydrogen-included crack).
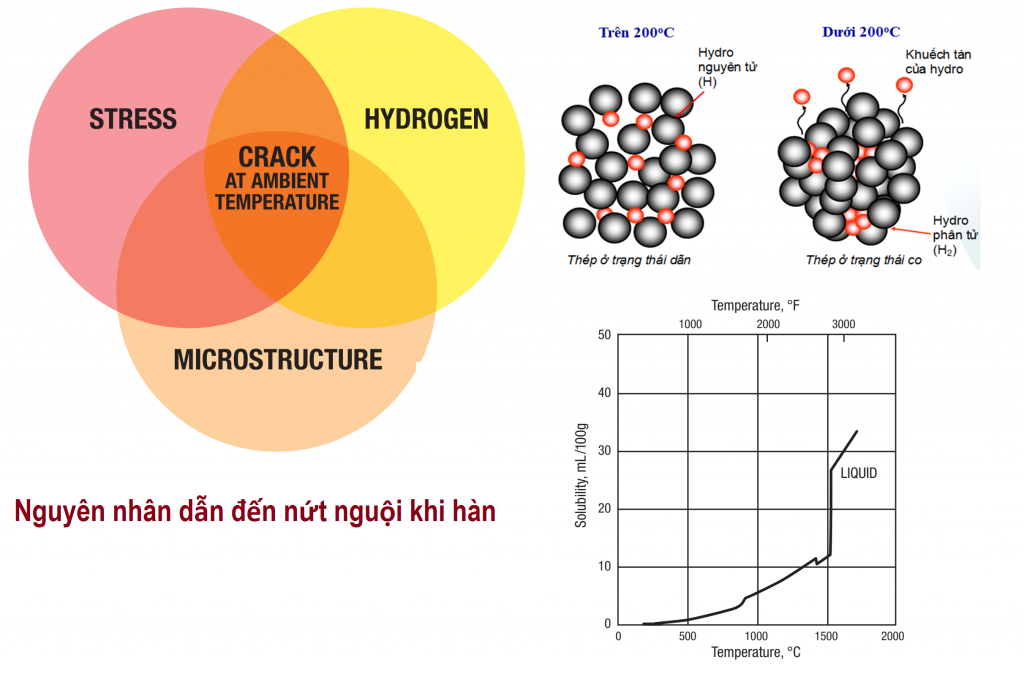
Để khắc phục hiện tượng nứt nguội, ta thường tìm cách khử hydro xâm nhập vào mối hàn, và làm sạch dầu mỡ, bụi bẩn trước khi hàn. Nguồn Hydro chủ yếu từ độ ẩm trong khí bảo vệ, hoặc trong vỏ bọc que hàn, hay trong thuốc hàn, kim loại cơ bản… Vì vậy cần có chế độ nung sơ bộ và sấy ủ que hàn/ thuốc hàn hợp lý để khử ẩm.
Sử dụng que hàn có vỏ bọc bazo (Loại EXXXX-15, -16, -18) chứa hàm lượng Hydro thấp (H2, H4: Hàm lượng Hydro khuếch tán trong 100g kim loại mối hàn tối đa là 2 hoặc 4 ml). Lưu ý: Với các que hàn bazo là loại dễ nhiễm ẩm. nên cần bảo quản tốt trong bao bì đóng kín. Nếu bóc ra sử dụng, cần để que hàn vào tủ ủ ở nhiệt độ từ 120-175 oC. Nếu que hàn mở ra không sử dụng quá từ 2-4 tiếng, thì cần phải sấy lại que hàn ở nhiệt độ khoảng 425 oC từ 1-2 tiếng rồi mới được sử dụng.
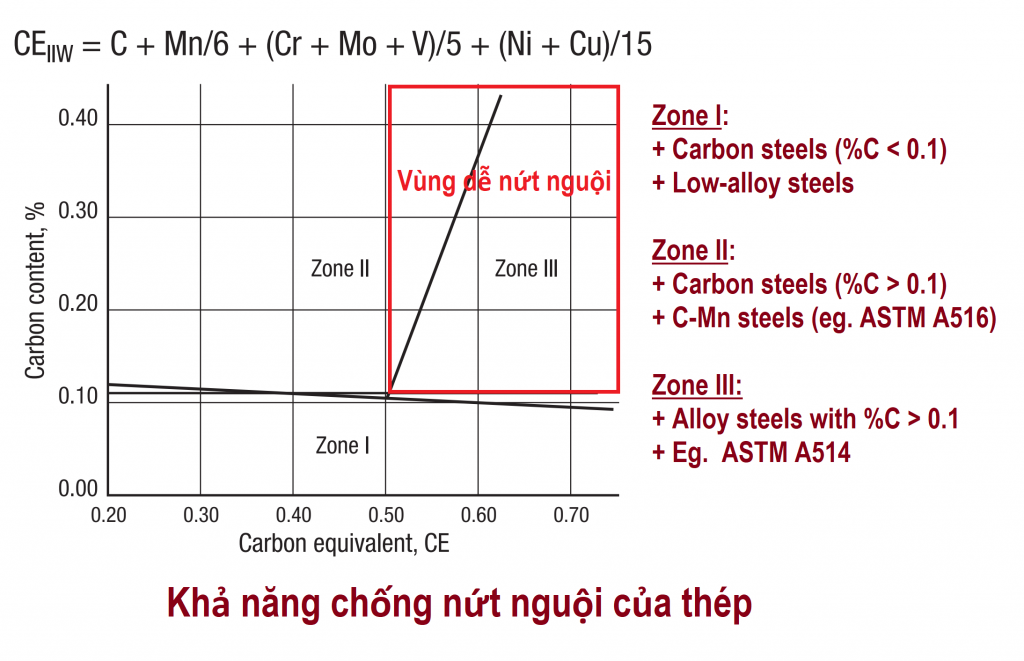
Ngoài ra, với các loại thép nhạy cảm như thép hợp kim cao, thép C-Mn hoặc thép cacbon có hàm lượng cacbon trên 0.1% và hệ số cacbon tương đương (CE) trên 0.5 là các loại thép nhạy cảm với nứt nguội. Bởi vậy, với các loại thép này cần tiến hành nung nóng sơ bộ và sử dụng năng lượng đường hợp lý. Kết hợp xử lý nhiệt sau hàn (PWHT) để giảm tốc độ nguội, tránh tổ chức martensite.
Tóm lại, để khắc phục được hiện tượng nứt nóng và nứt nguội khi hàn, cần hiểu rõ bản chất và nguyên nhân phát sinh ra nứt, từ đó mới có thể đưa ra được biện pháp khắc phục hiệu quả. Nếu bạn gặp sự cố nứt chưa giải quyết được có thể liên hệ trực tiếp với Double Good JSC để được hỗ trợ và tư vấn tốt nhất.
Tạo tài khoản để tham gia chương trình tích điểm
Lấy mã tích điểm ngay trên bao bì/ hộp/ của vật liệu hàn
Xem danh sách quà tặng theo số điểm hiện có và chọn phần quà mong muốn
Đợi trạng thái trên hệ thống chuyển sang thành xác nhận
Đợi phần quà được vận chuyển và nhận quà từ Double Good